susie@jxgreentape.com
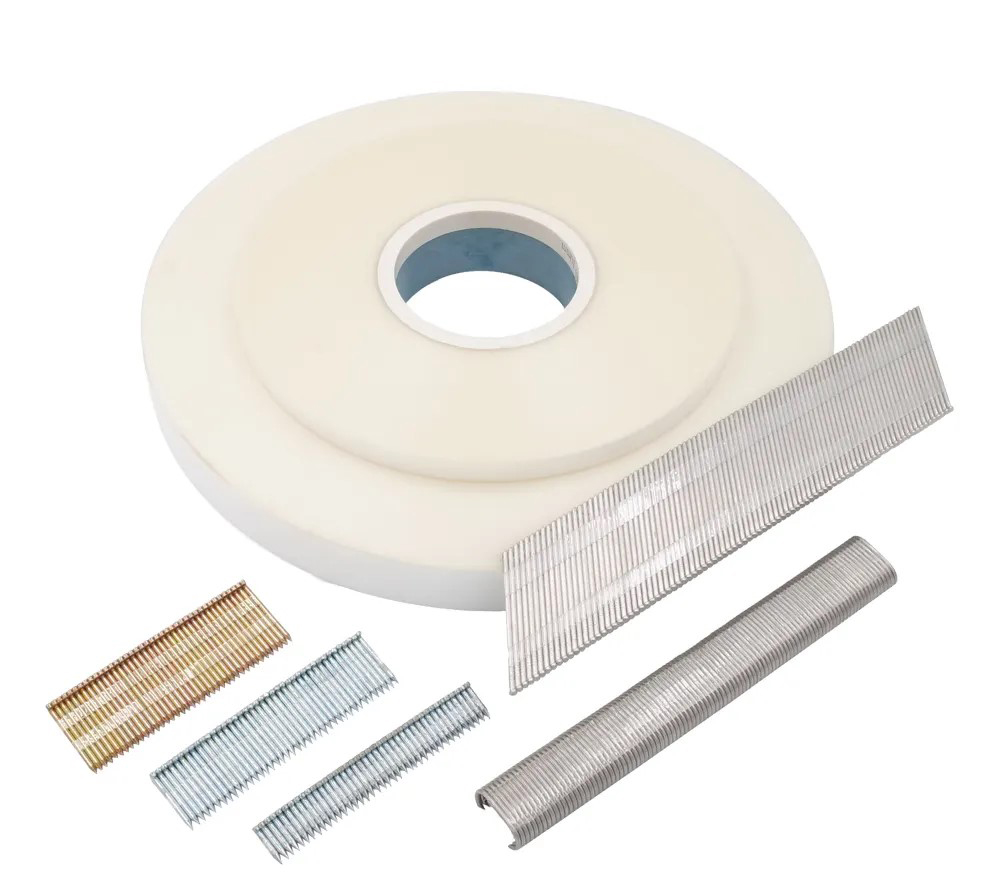
HM100 is a polyester (PET) hot melt collating tape used to hold C rings and hog rings in aligned strips during fastener production. The tape keeps individual rings together for handling, storage and feeding through compatible pneumatic, semi-automatic or automatic ring-fastening equipment.
HM100 is not a replacement for the metal C ring or hog ring. The ring remains the final mechanical fastener. The tape serves as the temporary carrier that keeps the rings correctly positioned until they are separated and applied by the fastening tool.
The PET backing provides dimensional stability during strip production and handling. The single-sided hot melt adhesive holds the rings in position when the strip is formed under the specified working conditions.
|
Attribute |
Specification |
|
Product |
PET Hot Melt Collating Tape |
|
Product ID |
HM100 |
|
Backing |
Polyester (PET) film |
|
Adhesive |
Hot melt adhesive |
|
Adhesive coating |
Single-sided |
|
Color |
White |
|
Available thicknesses |
0.08 mm and 0.10 mm |
|
Thickness tolerance |
±0.005 mm |
|
Standard roll length |
800 m |
|
Working temperature |
230–280°C |
|
Ring application |
C rings and hog rings |
|
Ring material |
Stainless steel, aluminum or other confirmed materials |
|
Width |
Customizable |
|
Core |
Plastic core |
|
Format |
Roll material for ring-strip production |
The 230–280°C range refers to the working temperature used to activate and bond the hot melt adhesive during C-ring or hog-ring strip production. It is not a continuous service temperature for the finished PET tape.
The appropriate setting may vary according to the heating system, dwell time, pressure, line speed, tape thickness and ring material.
|
Property |
HM100-08 |
HM100-10 |
|
Backing |
PET film |
PET film |
|
Adhesive |
Hot melt adhesive |
Hot melt adhesive |
|
Color |
White |
White |
|
Total thickness |
0.08 ± 0.005 mm |
0.10 ± 0.005 mm |
|
Standard roll length |
800 m |
800 m |
|
Working temperature |
230–280°C |
230–280°C |
|
Width |
Customizable |
Customizable |
|
Core |
Plastic core |
Plastic core |
|
Main use |
C-ring and hog-ring collation |
C-ring and hog-ring collation |
The 0.08 mm and 0.10 mm constructions should be selected according to ring size, required strip retention, feeding speed, guide clearance and equipment settings.
Additional data such as tensile strength, elongation, ring-retention force, roll diameter and core dimensions should be confirmed according to the intended ring size and production line. These values may vary with tape width, adhesive coating and processing conditions.
During C-ring or hog-ring strip production, individual rings are arranged at a controlled spacing and bonded to the PET tape. The tape keeps the rings aligned as a strip, allowing them to be wound, packed, transported and loaded into compatible fastening equipment without handling each ring separately.
When the strip enters the fastening tool, the rings are separated and mechanically closed or driven into the target material. HM100 is not intended to remain as the final fastening element.
The production process normally depends on several factors working together:
· Stable ring positioning
· Correct tape width
· Sufficient hot-melt activation
· Consistent pressure
· Correct line speed
· Adequate cooling before winding
· Compatible guide and feeder dimensions
· Correct ring spacing
A tape can show good initial adhesion and still perform poorly if the strip width, ring spacing or feeder design is unsuitable.
The hot melt adhesive holds C rings or hog rings in a continuous strip during production and handling. This helps reduce loose rings, strip separation and manual re-alignment.
The PET film provides a stable backing for ring-strip production. It helps maintain the strip form during winding, packing and transportation.
A properly matched strip can support smoother feeding through compatible pneumatic, semi-automatic or automatic hog-ring equipment. Tape width and ring layout should be matched to the actual feeder.
The 0.08 mm and 0.10 mm constructions provide different options for strip retention, handling and equipment clearance.
Tape width can be customized according to the ring size, strip layout and feeding equipment. Width should be confirmed together with the ring dimensions rather than selected independently.
HM100 is supplied on a plastic core. The required core dimensions should be confirmed according to the winding and feeding equipment.
HM100 is used to produce collated strips of:
· Stainless-steel C rings
· Aluminum C rings
· Hog rings
· Other compatible ring fasteners confirmed by testing
The resulting ring strips may then be used in:
· Mattress and bedding assembly
· Upholstered furniture production
· Automotive seat and interior assembly
· Wire mesh and welded mesh products
· Animal cages and fencing
· Spring and wire-product assembly
· Bags, netting and fabric structures
· Industrial fastening systems using compatible ring tools
The tape is used during production of the ring strip. It is not directly applied as a bonding tape to furniture fabric, foam, roof panels, packaging materials or metal components.
Before requesting a quotation, provide:
· C-ring or hog-ring size
· Wire diameter
· Ring material
· Ring crown or contact geometry
· Required tape width
· Ring spacing
· Strip length
· Number of rings per strip
· Equipment or feeder model
A width that works for one ring size may not feed correctly with another. The tape must provide sufficient contact with the ring without interfering with the tool guide or ring-closing mechanism.
The strip should remain intact during:
· Winding
· Packing
· Carton handling
· Transport
· Loading into the equipment
· Continuous feeding
Check for loose rings, lifting edges, broken strips and ring movement before the strip reaches the fastening tool.
The tape should separate appropriately when the ring enters the tool. During a production trial, check for:
· Feeder jams
· Strip curling
· Ring rotation
· Irregular spacing
· Adhesive buildup
· Tape fragments interfering with the driver
· Rings separating too early
The result depends on the tape construction, ring geometry and equipment design. A trial using the customer’s actual machine is recommended.
Finished ring strips may be stored or transported in cold conditions. If the product will be used in a cold climate, evaluate strip flexibility, ring retention and feeding performance after low-temperature storage.
Storage temperature, humidity range and shelf life should be confirmed in the product specification for long-term inventory or cold-region shipments.
HM100 has a working temperature range of 230–280°C for hot-melt bonding during ring-strip production.
The actual setting may depend on:
· Heating-bar or heating-wheel temperature
· Contact time
· Pressure
· Line speed
· Ring material
· Tape thickness
· Equipment design
· Cooling time before winding
A higher setting is not automatically better. Excessive heat may distort the PET backing, cause adhesive transfer or affect strip handling. Insufficient heat may result in weak ring retention or early strip separation.
The production line should be adjusted within the recommended process range according to the equipment design and sample-test results.
HM100 should be distinguished from other products that may appear under similar search terms.
|
Product type |
Main purpose |
|
PET hot melt collating tape |
Holding C rings or hog rings in aligned strips |
|
Packaging filament tape |
Carton reinforcement, palletizing and bundling |
|
Electrical filament tape |
Coil banding, lead anchoring and insulation support |
|
General hot melt adhesive tape |
Bonding or laminating other materials |
|
Paper or plastic staple collating tape |
Collating other fastener types |
Packaging or electrical filament tape should not be substituted for HM







